From the priority matrix analysis of Table 1, we can know that the main factors affecting the goal are:
The speed of operation of the machine; the smoothness of the non-woven fabric guide rail; the quality of the seal; the quality of the non-woven fabric; the print quality of the package.
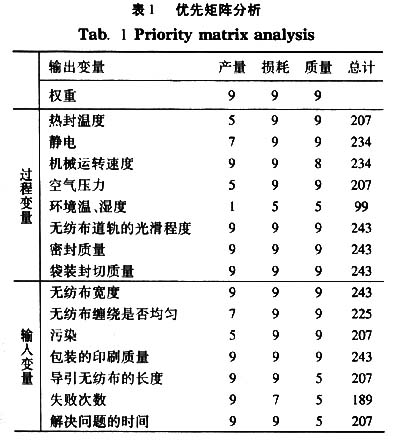
Therefore, the following research is to focus on finding the reasons from the above aspects.
1) Find out the reasons that lead to low output and high loss; 2) Record data, data types, methods of measuring data, sampling instructions, and relevant conditions, locations, etc.; 3) collect data and display data. First complete the priority matrix, then do repetitive and repeatability tests, and finally find out the number of defects, find the root cause of defects based on the distribution of the loss; 4) study of repeatability and reproducibility, and frequently check the work schedule Ability to maintain data stability and consistent research.
When the target value of production is set, the process capability to obtain yield is: S(variance) = 840.019, SIGMA = -1.44. Obviously, the process capability at this time is much lower than what we expected (usually the minimum acceptable process capability is 3 sigma). However, in the process capability analysis of loss, SIGMA=0.77 is not satisfactory. This shows that there are many defects that must be modified in the previous production process. It is necessary to understand the source of the problem from the collected data.
Before this step, many data were involved in the measurement process that were measured by workers. Therefore, R&R (reproducibility and reproducibility) studies were performed on workers' measurements. The results are shown in Figure 2.
In Figure 2, it can be seen that the factors that have the most influence on the reproducibility and repeatability of the system are the measurement technology of the product itself rather than the worker. The results of the tests performed on the four workers were all very similar, and the results of the operation indicated that the repeatability and reproducibility of the measurement system were not problematic.
Step 3 Analysis: The purpose of the analysis is to find out the underlying causes and validate them with data. The results are tested and verified. The use of causality diagram in the analysis process is one of the effective analysis methods. Through the high loss causality diagram, the following conclusions can be drawn:
Insulation tape is damaged, the nonwoven fabric is too wide, and sticky on the packaging is the main cause of high loss. The graph of the causality of output shows that the low speed of the machine and the long time to replace raw materials are the main reasons for low output.
Of course, other analysis methods can also be used, including linear regression analysis, process capability analysis, matrix analysis, and permutation analysis.
Step 4: Innovation Improvements: The innovation improvement goal is to develop, test, and implement solutions to basic causes. The result is that the identification of planned, tested actions should eliminate or reduce the impact of known causes. Innovation improvements mean assessing and selecting solutions, assessing risks, piloting solutions, and developing implementation plans.
(to be continued)
Grooming Brush ,Horse Shedding Brush,Metal Horse Brush,Horse Brush Set
NINGBO BRIGHT MAX CO., LTD. , https://www.brightmax-equine.com