Steel drum closure automatic locking system
Nanjing Ningrong Steel Barrel Sealer Factory Zhang Chengzhi

Zhang Chengzhi gave a speech at the Guilin Steel Barrel Industry Conference
The locking process of the closed steel barrel sealer flange has always been an important part of the technical progress of the steel drum industry. Flange lock technology has so far experienced many technological advances. In China, new and old technologies coexist, but for technologically advanced enterprises, technological progress is endless.
First, the structure of the closed steel barrel sealer
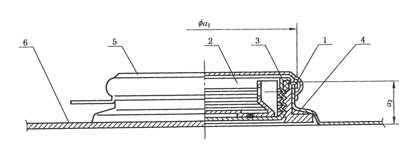
Figure 1 Assembly structure of closed steel drum sealer
1-flange; 2-bucket; 3-washer; 4-liner; 5-cap; 6-barrel top

Figure 2 Physical map of the closed steel barrel sealer assembly
Second, the structure of the closure flange
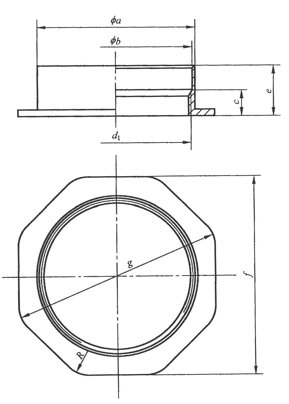
Figure 3 Structure of the flange
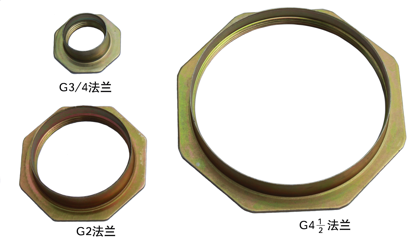
Figure 4 Foil's physical map
Third, the closure flange locking structure
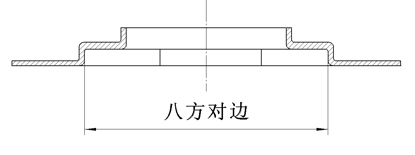
Figure 5 Flange structure before the top of the bucket is locked
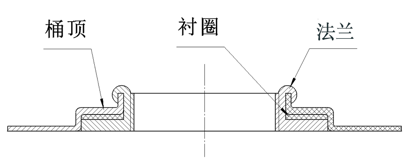
Figure 5 Structure of the flange and the top of the bucket
Fourth, the flange lock process classification
At present, the common flange locking process has three different types of production processes, which are classified according to their degree of automation, and can be roughly classified into the following three types:
1. Traditional sub-process production process
Early and currently lagging barrel companies often use this production process. The general process is as follows: barrel top blanking and stamping forming → large mouth punching and turning → small mouth punching and turning → large mouth lock → small mouth lock. This process generally requires five punches of a size, and at least seven operators are required to complete the work.
2, combined process production process
On the basis of the traditional sub-process production process, in order to reduce the number of punches and operators, reduce production costs, improve production efficiency and product quality, a production process of combined processes has emerged in recent years. The combined process is as follows: the top of the barrel is blanked and stamped and formed → the size of the mouth is simultaneously punched and burred → the size of the mouth is simultaneously locked. This process requires three presses and requires at least three operators for semi-automated production.
3, fully automatic one-time locking process
At present, the most advanced technology in the country is to use a fully automatic production line to reduce the locking process to the extreme. There are roughly two processes:
(1) barrel top blanking stamping forming + size mouth punching and turning at the same time → size and mouth lock at the same time
(2) The top of the barrel is blanked and stamped and formed → the size of the mouth is simultaneously punched and cuffed + the size of the mouth is simultaneously locked
The first one is to combine the two processes of stamping and blanking at the top of the barrel and punching and burring at the same time, and the two processes are combined on one mold, which is completed by one punching machine; the second is to punch and smash the size and size at the same time. The two simultaneous operations of the mouth are combined on one mold and completed by a punch. On the surface, the equipment and operators used in these two processes are similar, and the degree of automation is similar, but in terms of process quality, the second is better than the first one, and the quality and sealing of the lock are good. Both have advantages over the first one. Because the punching and locking are placed in two different processes, there is a second positioning problem, which is prone to quality deviation, and the second is that the punching and locking are placed on the same mold process, and the second will not be performed. Sub-positioning, any deviation, the quality of the lock is greatly improved.
With the automatic loading and unloading system, only one punch is required for the one-time locking process, and only one operator is required for production.
Five, fully automatic one-time locking technology
In view of the fact that there are still quite a few steel drums produced by the barrel manufacturers, the traditional manual manual operation of the top cover closure process has severely restricted the production efficiency and production cost of the enterprise, and the safety of personnel is Not guaranteed. The ills of various aspects are increasingly exposed. The shortcomings of the traditional locking process are as follows:
(1) size flange hand feeding - low security and low efficiency;
(2) The mold manufacturing process is backward – the quality is unstable;
(3) There are many human factors in the maintenance of equipment molds - special personnel maintenance is required;
(4) Multi-person operation of one set of equipment - increased production costs
In view of this, we have formed a professional team with the technical strength of the company. After continuous improvement, we have developed and designed a fully automatic locking device for the steel drum top cover.
This set of equipment can realize the one-step completion (also can be separated) of the steel barrel top cover punching, locking and stamping code through different module combinations, and the operation is simple and can be completed by only one worker.
The device can also be expanded to a fully automatic production line after adding the corresponding equipment, and the customer can flexibly choose according to his actual needs.
This set of equipment consists of pneumatic 125-ton press (customer-supplied), large flange feeding vibrating plate, large flange feeding robot, small flange feeding vibrating plate, small flange feeding robot, special lock combination die and PLC electrical control. System and other components.
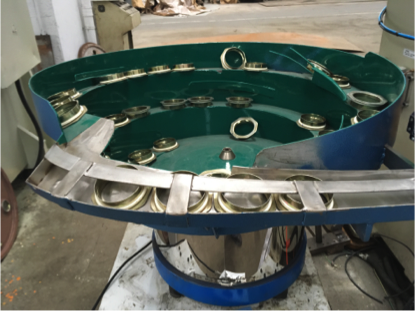
Figure 6 G2'' flange feeding vibrating plate

Figure 7 G2''Flange Feeding Manipulator (Servo Control)
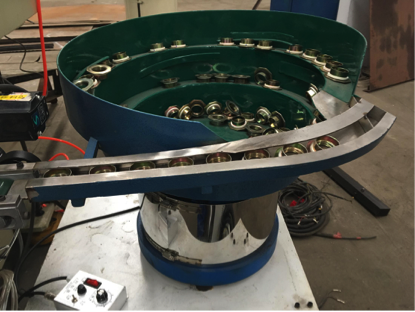
Figure 8 G3/4'' flange feeding vibrating plate
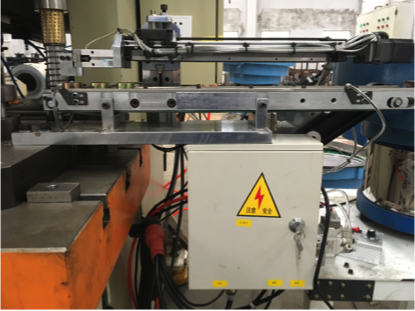
Figure 9 G3/4''Flange Feeding Manipulator (Servo Control)
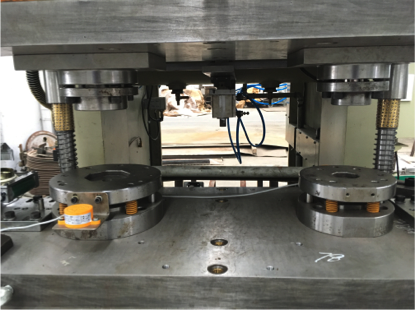
Figure 10 punching and locking special combination mode

Figure 11 bucket top conveying system

Figure 12 Electrical Control Cabinet (Human Machine Interface)
After running the system, the large and small flanges are transported to the designated position by the large and small vibration plates and the conveyor belt, and then the large and small flanges are respectively sent into the lock mold by the robot. At this time, the steel drum top cover is sent into the mold. The system automatically punches and locks. Complete the lock process in one go.
The fully automatic locking die developed by our company has many advantages such as simple operation, long life, simple maintenance and stable size. It is the best choice for the barrel factory to optimize cost and quality.
The mold materials used are all made of special wear-resistant alloy steel by the company's special processing technology, and the service life is long, which is more than 5 times longer than the life of similar molds.
The user only needs to provide the following information to customize the locked device:
1. The top of the required lock is after the pre-roll, or before the pre-roll, and the corresponding diameter size;
2. The hole spacing between the large and small flange locks, including the national standard size and non-standard size;
3. The required surface condition of the top of the barrel (such as the original board, galvanized, sprayed).
Considering the safety of personal equipment and the requirements of the combined mold tonnage, as well as the subsequent equipment automatic or part of the equipment connection, it is recommended to use a 125-ton pneumatic press for the complete use of the combined mold. Stamping code can also be solved at one time. Recommended model: JH21-125.

Figure 13 Fully automatic one-time locking production line
Garden Storage Box is suit for outdoor garden usage for long time,you can put cushions, pillows into the box, which are very convenience for commercial usage or general usage. The material is UV resistant PE rattan and 1.2mm thickness aluminum frame with powder-coated.
Rattan fibers are smoothly double woven around concealed powder-coated aluminum frames. With easy open design and inner waterproof cover inside to resistant rain for long time.
· Traditional forms with a spacious, inviting scale
· Handwoven premium resin wicker UV resistant
· Rust-resistant powder-coated frames
· Adding extra cushion, the storage box can be ottoman
· Add wheels on the bottom, convenience for moving
We have different design garden storage box, different size for your selection, you can decorate your home or garden, make your life clean and neat.




If you have any questions, please contact with us directly. Garden Storage box are produced by Golden Eagle Outdoor Furniture With High Quality and Good Appearance. Welcome you can visit our Factory.For any inquiry,Please send mail directly to us.
Garden Storage Box,Plastic Garden Storage Box,PE Garden Storage Box,Wicker Garden Storage Box,Rattan Garden Furniture,Storage Box
Golden Eagle Outdoor Furniture Co., LTD. , https://www.gegardenfurniture.com