Seam welding of galvanized steel sheets
Text/day drag
Our factory has been producing galvanized steel drums for a long time, and the production volume is relatively large.
In order to improve the corrosion resistance of the steel drum to the oil, the steel drum is made of galvanized sheet.
Seam welding of galvanized steel sheets and seam welding of ordinary low carbon steel sheets have different requirements and differences in the selection of welding specifications and equipment requirements. In order to obtain a good quality weld, we carry out some process tests and summarize the actual production experience over the years as follows:
In order to choose a reasonable welding specification, the steel plate and the physical steel drum with the same steel drum are selected. The material is high-quality low-carbon steel plate with a thickness of 0.8mm, and its chemical composition is: C=0.05-0.12%, Si=0.03%, Mn = 0.05 to 0.5%, S = 0.04%, P = 0.04%. The galvanized layer has a thickness of 0.03 to 004 mm.
Seam welding is carried out on a power 150 kV seam welder with KF type squib tube interrupter. The upper and lower welding wheels of this machine are equipped with a scraper device (see Figure 1). To the universal joint, there is a universal joint to transfer power to the scraper. Since the scraper is all helical teeth and is pressed against the welding wheel, the scraper rotates due to the power transmitted from the universal joint, and simultaneously drives the welding wheel to rotate, and the scraper removes the upper and lower welding wheels in addition to the driving power. The dirt on the surface. The upper welding wheel has a diameter of 280 mm, the lower welding wheel has a diameter of 185 mm, and the welding speed is 1.05 m/min. The weldment surface is not cleaned.
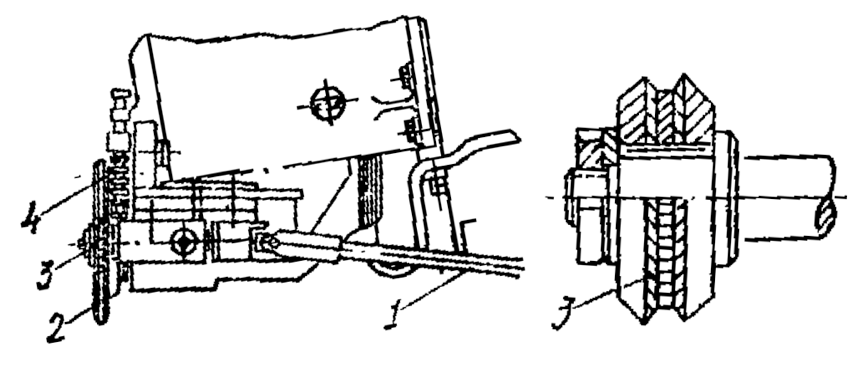
Figure 1 1- universal joint; 2-weld wheel; 3-blade device; 4-press spring
In order to compare galvanized steel sheets and non-galvanized steel sheets under the same specifications, the test curves (Fig. 2) are different. As can be seen from Fig. 2, curve I is a non-galvanized steel plate, curve II is a galvanized steel plate, the pressure of the welding wheel is 500 kg, the welding speed is 1.05 m/min, the energization time is 4 cycles, and the rest time is 2 cycles. In the case of the energization time, the rest time, and the constant pressure, the magnitude of the secondary voltage is changed, that is, the magnitude of the secondary current is changed, and the obtained penetration depth of the non-galvanized steel sheet and the galvanized steel sheet is inconsistent, curve I (non-galvanized steel) moved left and raised.
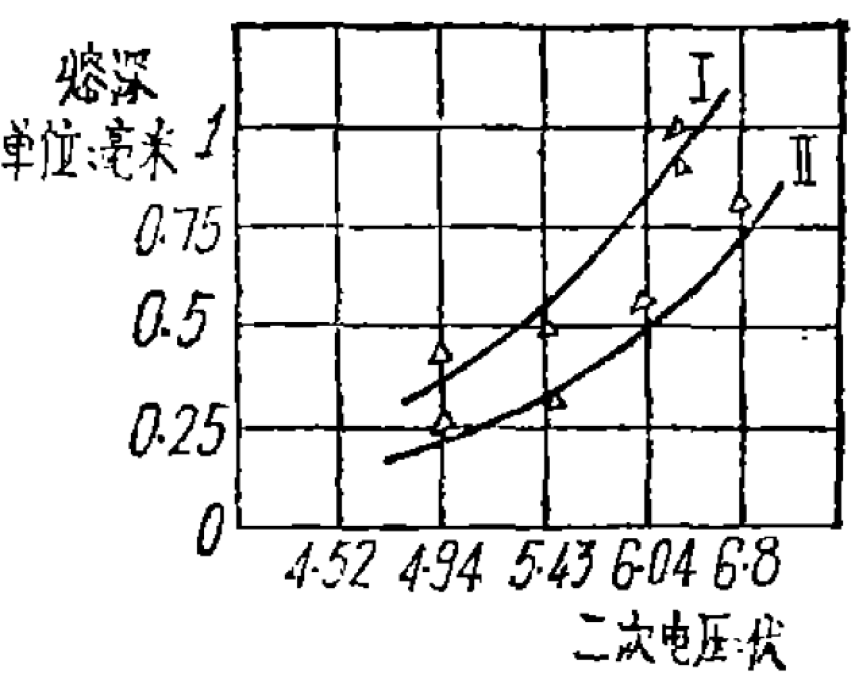
Figure 2 Curve I is a non-galvanized steel drum; curve II is a galvanized steel sheet
Comparing curve I and curve II, it can be seen that the seam welding of galvanized steel sheets and the seam welding of non-galvanized steel sheets, under the same welding specifications, the penetration depth of galvanized steel sheets is smaller than that of non-galvanized steel sheets, which is due to plating. During the seam welding process, the zinc steel barrel generates a large amount of heat, and the internal galvanized layer is burned and vaporized in a large amount, which takes away a lot of heat energy, and at the same time, if the surface resistance of the plating layer is reduced, if the welding is not changed Specification, and it is impossible to obtain high quality welding quality.
If the specification is unreasonably selected and the surface is heated too much, the galvanized steel sheet will stick to the welding wheel, so the seam welding of the galvanized steel sheet is important in the specification selection.
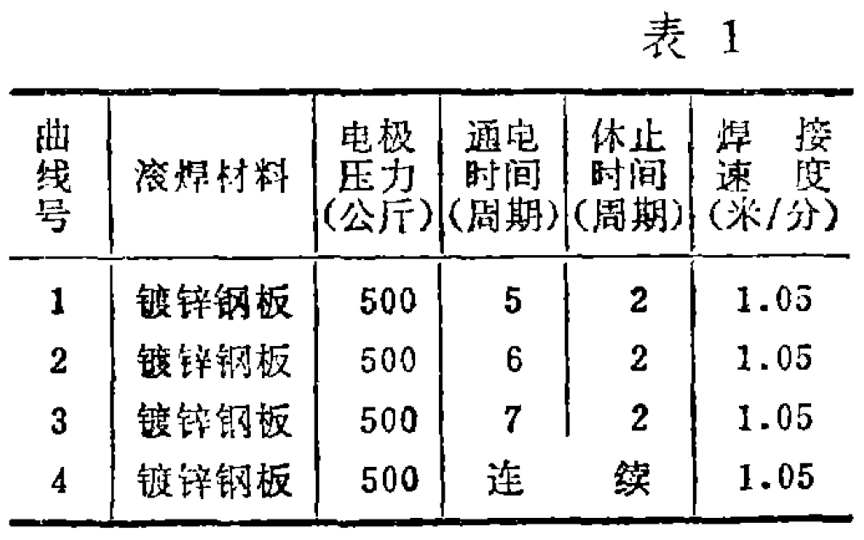
It can be seen from Fig. 3 and Table 1 that when the speed, pressure, current, and rest time are constant, and the cycle of the welding time is changed, the solution depth increases as the welding time increases. Thus, under a constant current, the period of the energization time is changed, and under certain conditions, a satisfactory weld seam can be obtained.
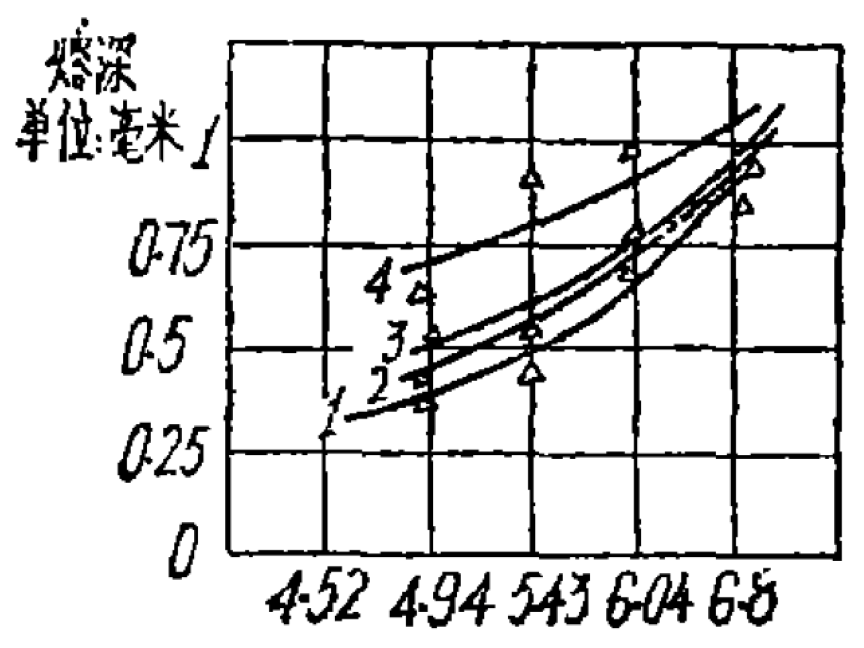
Figure 3 Curves 1, 2, 3, 4 are curves obtained by different specifications
It can be seen from Fig. 3 and Table 1 that the quality of continuous energization is relatively satisfactory and reliable.
In the case of continuous energization, the other parameters are unchanged, only the secondary voltage is changed, and the strength and metallographic structure are analyzed. Under a certain current, the penetration depth reaches a certain value (see curve 4 in Fig. 3), and the damage test is performed. The shear strength is also satisfactory. It can be seen from Fig. 4 that when the secondary voltage is at five levels, that is, 5.43 volts, the weld shear strength cannot be made. The seam weld width of the country is 6mm, and its section exceeds the basic metal, so its damage is on the base metal. Therefore, the curve of the latter section can be seen from Figure 4.
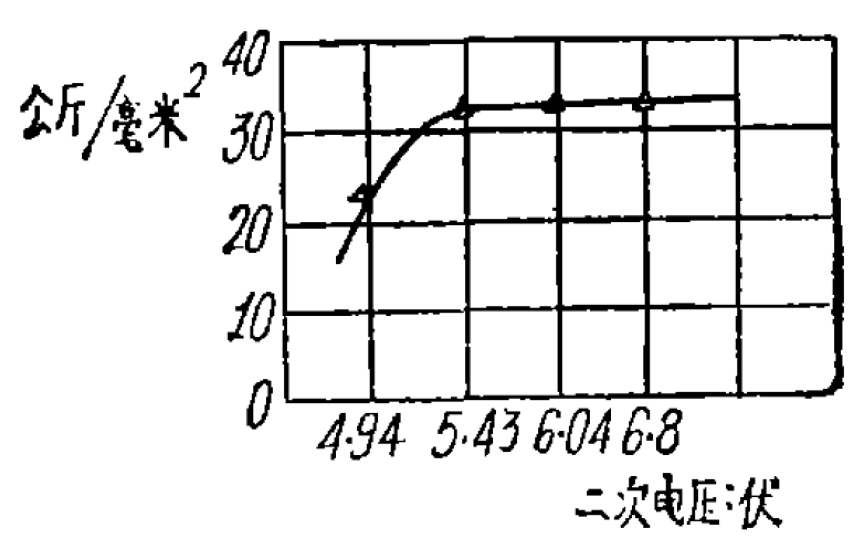
Figure 4 The galvanized sheet failure load curve specification is the same as Figure 3 curve 4
It can be known from Fig. 3 and Fig. 4 that the penetration depth reaches a certain value, and the shear strength has reached the design requirement, but at a current intensity, the core size of the weld is inconsistent, and as the current increases, The solder joint core is enlarged both in the vertical direction and in the parallel direction to the welding wheel.
When the galvanized steel sheet is seam welded, the zinc inside and outside is partially heated and evaporated, and part of the zinc is squeezed to the sides of the weld and part of the zinc is melted in the core of the weld under the action of the electrode pressure.
Since part of the heat generated at the weld is evaporated by the zinc and another part of the heat is conducted away, the welding current must be increased when welding the galvanized steel sheet to achieve a high quality seam weld.
At the same time, the contact resistance between the galvanized steel sheet and the welding wheel is reduced, so the welding current must also be increased.
According to the seam welding of the general low-carbon steel plate, the penetration depth of the seam weld is a certain relationship with the pressure between the electrodes, that is, the pressure between the large poles increases, the contact resistance decreases, and the penetration depth decreases. small.
From the test of galvanized steel sheet (see Fig. 5), in the case of continuous seam welding, when the speed is constant, the pressure between the electrodes is changed, and the penetration of the weld is also the same as that of the low carbon steel sheet. As the pressure between the electrodes increases, the penetration of the weld decreases.
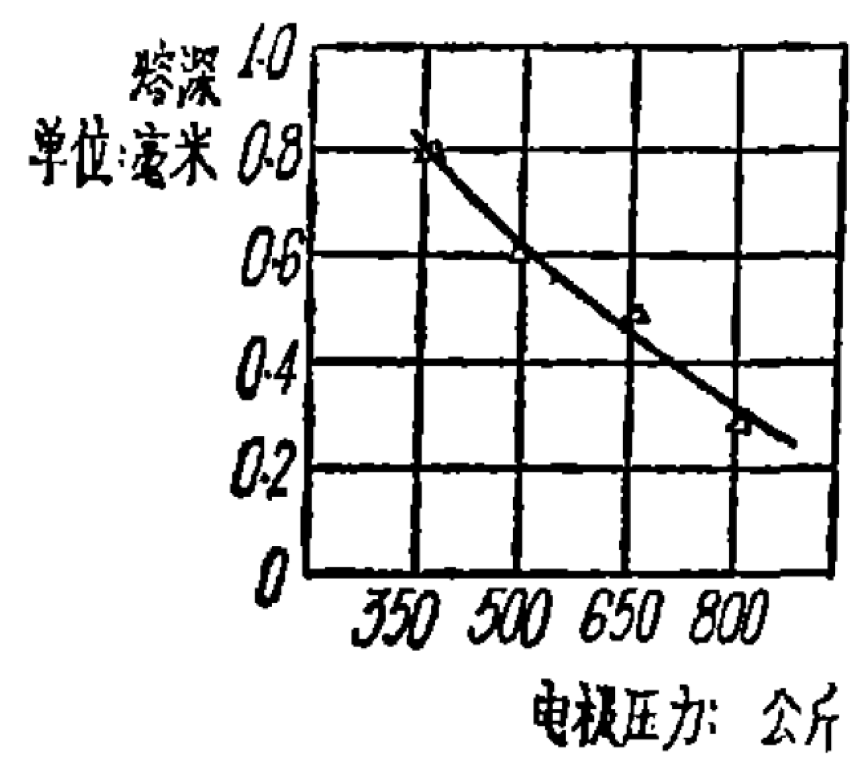
Figure 5 Continuous seam welding speed of galvanized steel plate 1.05 m / min
After seam welding of galvanized steel, part of the zinc is melted into the core of the weld. According to the results of chemical analysis, the zinc content in the weld is 8 to 9%. This is an alloy with iron. The zinc alloy is fragile in performance. Therefore, it is necessary to pay attention to the selection specification. Generally, strong specifications and appropriate pressure are applied to squeeze the zinc to the sides of the weld, and a part of it is burned off to minimize the welding. The amount of zinc in the metal is increased to increase the strength of the weld metal.
Conclusion:
1. According to the production experience over the years, the galvanized steel sheet has certain anti-corrosion performance after seam welding. The seam welding seam has no disadvantages and hindrance to the corrosion. The contact seam welding galvanized steel drum is used in the process and design. Otherwise, most of them can be satisfied.
2. In the secondary voltage range of 5 to 6, that is, between 5.43 and 6.04 volts, the energization time is 6 to 7 cycles, the rest time is 1 to 2 cycles, the welding speed is 1 to 1.2 m/min, and the electrode power is 500 to 550 kg. Satisfactory welding quality can be obtained.
3. In the case of continuous energization, a five-stage, 5.43 volt secondary voltage, a welding speed of 1 to 1.2 m/min, and an electrode pressure of 500 kg can be used to obtain satisfactory welding quality.
4, seam welding of galvanized steel, the period of rest time should not be too long, the shorter the better.
5. In order to obtain a penetration close to that of an ungalvanized steel sheet, the welding current must be increased.
6. When welding galvanized steel sheets, the pressure between the electrodes is larger than that of welded low-carbon steel sheets. Due to the presence of oxide film on the surface, the pressure is about 500 kg.
7. In the process of seam welding galvanized steel sheet, it is necessary to continuously clean the zinc and dirt adhered on the welding wheel, and at the same time increase the cooling capacity between the welding wheels. The cooling water should be lower than the welding of the same low-carbon steel plate. Big.
8. After the seam welding, although the zinc is burnt, the zinc layer is thin, but it has a certain corrosion resistance under a certain penetration depth.
9. When seam welding galvanized steel sheet, due to the serious evaporation of zinc, it has great hindrance to the health of the welding workers. It must be forced to ventilate, otherwise the workers are prone to zinc poisoning.
Pet Beds
COMFORT AND SECURITY: The medium dog bed's raised rim creates a sense of security and provides head and neck support, while the super-soft filling offers joint and muscle pain relief .
HIGH QUALITY MATERIAL OF PET BED: Cozy small dog bed is made of soft fabric, non-toxic and environmental friendly. Stuffed with eco-friendly fiber keep the dog bed warm and comfortable, provide a comfortable, healthy sleeping environment, aslo can maintain its original shape for a long time.
EASY CARE: Orthopedic pet bed machine washable as a whole. Gentle cycle and thoroughly dried in dryer directly after washing and do not Air dry. Please use your hands to pat, shake the dog bed and wait for 1-2 days to wait it back to fluffy status before using !
For Small Medium Large Dogs Cats - perfect for most dogs,eg puppy,chihuahua,shih tzu,yorkies,pomeranian,pug,pitbull,dachshund,german shepherd,doberman,boston terrier,greyhound,shipoo,chiwawa,scotties,labrador bulldog,golden retriever.
We are a Chinese pet products manufacturer, our company produces and sells various cat accessories and dog accessories, including Pet Toys , Pet Apparel And Accessories, Pet Collar And Leashes , Pet Beds And Accessories, Pet Cleaning And Grooming Products, Pet Bowls And Feeders , Pet Houses , and Pet Carriers And Travel Products, which are accepted OEM&ODM. Please don`t hesitate to contact me if you need anything.
Pet Beds,Luxury Dog Beds For Large Dogs,Dog Bed Mats,Dog Sun Shade Bed
Jilin LOYO Pet Products Co.,Ltd. , https://www.jilinloyopets.com